
Grinding Out Bottlenecks
PRODUCTION TIMES
For more than 30 years, Spartan Carbide Inc. has provided high precision carbide inserts and tooling. Spartan Carbide specializes in form grinding of specials and standard geometry ceramic, PCD and CBN inserts for diverse OEMs. In 2002, Spartan combined two existing facilities that separately housed management and production manufacturing into one facility in Fraser, Mich.
END USER: Spartan Carbide Inc.
CHALLENGE
Eliminate top-and-bottom grinding bottlenecks.
SOLUTION
Two-sided flat-honing machines.
Before double-sided flat honing
More than 98 percent of the inserts Spartan produces have a top-and-bottom grind. All while delivering the flatness, finish, and parallelism its customers specify. To accomplish this, Spartan had seven single-sided rotary-table grinders operating 10-hour shifts, 5 days a week.
“Even with that amount of production,” said Tom Haberski, Spartan’s plant manager, “we kept running into a production bottleneck.”
According to Haberski, he could expect 900 to 1,000 inserts from each of the rotary table grinders in a 10-hour shift. “It was a very labor-intensive operation,” continued Haberski. “Requiring one operator per machine to achieve that level of production”. Setup was also time-consuming because the inserts needing positioning in a 30″ magnetic chuck with a 2″ ring. In addition, having to position in several smaller steel straps to lock the carbide inserts into the 30″ chuck”.
How do we create more production?
The initial grinding on the single-sided rotary-table grinders was critical to Spartan’s overall production. The machines’ output fed more than 40 grinders used for a secondary operation. Which was having to finish the peripheries and edges of the inserts. Using single-side abrasive machines, the inserts had to be ground first on one side then flipped and ground on the opposite side. This required multiple setups. According to Haberski, a batch of inserts often were needing to be flipped a third time to achieve the appropriate degree of parallelism, further clogging production.
Prior to consolidating facilities a year and a half ago; Spartan was introduced to Wauconda, Il.-based Stahli USA’s flat-honing process by Ray Nixon, principal of R.F. Nixon Associates, Ortonville, Mich., the local Stahli distributor. “We have worked with Ray for years,” noted Haberski, “and he has become extremely familiar with our operation”. With Nixon’s assistance, Spartan began to research how the Stahli process could provide the additional capabilities required to increase productivity and streamline the initial grinding process.
Haberski and Spartan principal Onorio Catenacci visited a production facility in South Carolina where multiple Stahli machines were in operation. They chose a Stahli Model DLM 700 flat-honing machine with simultaneous top-and-bottom finishing. This expanded Spartan’s production capabilities. Stahli machines deliver both the volume and overall finish quality required to eliminate the bottleneck in that process.
The Stahli Solution
The Stahli flat-honing or fine-grinding process is unlike conventional fixed-abrasive grinding or lapping for sizing workpieces. Flat lapping as opposed to flat honing, typically involves a slurry. For example, loose aluminum oxide, silicon carbide or other abrasive grains flowed across a rotating lapping plate. Typically these slurries are mixed in a water or oil-based solution. They create an abrasive “film” between the plates and the workpiece. Stock removal from a single side, or both sides simultaneously, can be complete without part distortion due to heat or clamping.
Production jumps higher than ever before
The Stahli DLM series replaces the loose abrasives with bonded conventional, CBN or diamond particles in fixed abrasive wheels. This produces the same precision with stock-removal rates 10 to 20 times faster than traditional flat lapping. For carbide applications, stock removal of 0.015″ to 0.020″ simultaneously on both sides in 4 to 5 minutes.
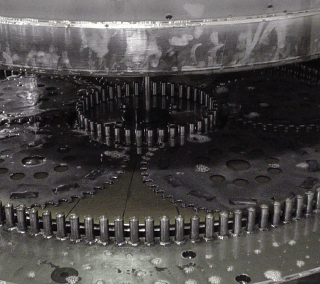
The inserts stay in place by the five carriers made of fiberglass or steel. The carriers automatically index into the five positions on the Stahli DLM 700 table. The operator can load inserts into the next set of carriers while the machine is cycling. At Spartan, the operator can unload the finished inserts from the machine and start processing a new batch within 2 minutes.
The parameters of each component’s requirements have a programmed system while storing in a Windows-base PC. According to Haberski, this enables a quick response to part changes and easily accommodates smaller batches as well. Haberski said the flat-honing machine accommodates all of Spartan’s insert sizes, which range from 0.160″ in-scribed circle by 0.094″ thick to 4″ diameter by 0.500″ thick. The Stahli machine consistently holds tolerances of ±0.0001 and stops automatically when preset finish sizes become achieved.
In addition to the Stahli DLM 700, Spartan incorporated a Transor 1µm filter. The coolant is a low-viscosity honing oil, as well as a chiller that provides plate cooling. Haberski noted that these two components have improved overall productivity and product finishes.
Achievements made possible
The payoff for Spartan has been an increase in overall production while eliminating the bottleneck. The Stahli DLM 700 produces 4,000 to 5,000 inserts in a 10-hour shift. Compared to the 900 to 1,000 on the single-sided grinding machines. This has enabled five of the seven single-side grinders to be taken offline and be sold prior to relocating to the new facility.
The Stahli DLM 700’s simultaneous two-sided grinding, along with fewer setups gives Spartan significant productivity enhancements with consistent yields. The flat-honing machine has been so productive, Spartan is bringing in outside contract work to fully utilize the machine’s capacity. The performance of the machines went above and beyond expectations.
THE FOLLOWING COMPANIES CONTRIBUTED TO THIS REPORT:
GRINDING OUT BOTTLENECKS
Spartan Carbide Inc.
(586) 285-9786 spartancarbide.com
Stahli USA
(888)HONE819 www.stahliusa.com