
The Technique of Lapping
The Lapping Process
The machining process of lapping involves two surfaces that are rubbing together with a lapping medium (lapping fluid and lapping grit) trapped between them. While the rotating lapping plate is moving, stock removal of material happens by the countless loose particles between the carrier surface (lapping plate) and the workpiece it’s pressing against. The particles rolling to a greater or lesser extent according to the hardness and porosity of the carrier surfaces, thus performing a kind of kneading, material-removing action on the workpiece surface. In contrast, workpiece flatness can be measured by using an optical flat.
If there is prevention from the abrasive grain rolling, either by a corresponding selection of cutting tool like the carrier plate, pressure, or the fluid, this will cause the particles to stick. If the abrasive grain particles stick to the cutting tool then it will lead to a more abrasive material deformation process in a similar manner to grinding or honing. This will, therefore, tend to push up the material to the front or sides of the cutting tool.
For a long time, it was supposed that in all cases the loose grit cut the surface during the machining process to produce flat surfaces holding tight tolerances. While the rolling effect with its kneading action was only discovered by means of research with the electron microscope (Prof. Dipl. Ing. K. Martin). The process with bound grit particles description is in this article (also see Page 22).

Fig. 2: Freely rolling particles 
Fig 3: Magnification approx. 3500x. Chip removal b y rolling (lapping
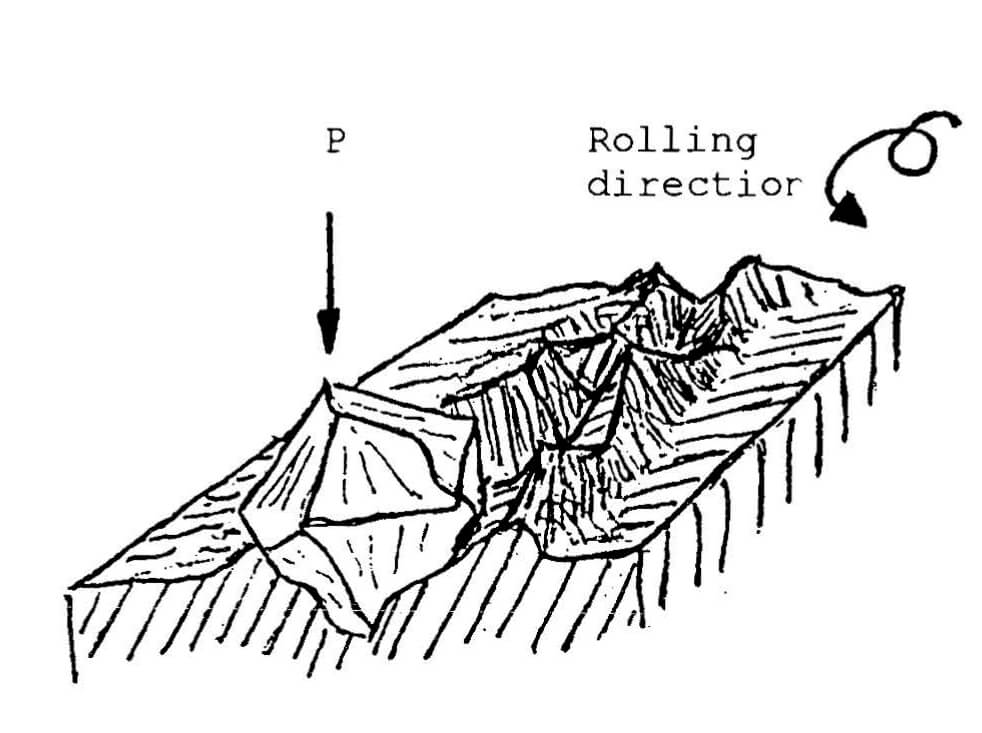



Fig. 5: Workpiece surfaces machined (honed) with bound grit (1350x). Material St 50, roughness Rz=0.5 m


Comprehension of Lapping Process
A simple way to observe the action of abrasive particles as illustrated above is to strew coarse lapping powder (about 150 my). On a finely lapped aluminum plate and to cover with a scratch-free plate of perspex, which is then sliding sideways slightly under light pressure. Figure 3 shows, at high magnification and the traces left by the rolling lapping particles on the fine surface. With the continuous lapping process, the continuous kneading effect causes the material to break out of the machined surface, as shown in Figures 6 and 7. Figure 8 shows the result after an extended lapping time of 2 seconds with x grit particles.

Fig. 6: Rolling process in several phases. Observe the traces (clouds) in the perspex plate. 
Fig. 7: A workpiece surface covered with lapping traces (12x mag.) Initial surface finely lapped, material AlMgSi, SiC lapping powder, particle size 150 microns, lapping time 0.1s.

If the hardness and microstructure of the carriers or lapping plate (or carrier) are such that rolling cannot occur because the particles become stuck, as already mentioned, the result is cutting or sliding action. Surfaces lapped by rolling abrasive particles appear matte (Figure 8) while pushing, cutting grit produces bright and even shiny surfaces (Figure 5). High magnifications of matte surfaces show rough material particles (Figure 9). In comparison, if it’s necessary for a reflective high-quality surface finish, polishing with extremely fine abrasive paper or with a polishing machine can alter the appearance of the flat surface.
Polish Finish vs. Matte Finish

Fig. 8: Same lapped surface as in Fig.7, but after a machining time of 2s (mag. 12x) 
Fig. 9: Lapped workpiece surface (mag. approx. 2500x). Material St 50 roughness Rz=0.8 microns


Cutting generally occurs when “soft” rotating lapping plates are in use on a lapping or polishing machine. The cutting tool uses a soft plate and fine grit particles, a mirror finish is relatively easy to obtain depending on the amount of material that needs removal. In contrast, the use of micro-particle diamond powder allows applications to be considerably wide. The development of new cutting tools like carrier plates and their surface design, e.g. special grooves, etc., as well as special fluids as an abrasive grain medium, have resulted in further significant-high-quality production increases during the last decade. The micro-particle diamond powder is continuing its success of stock removal in grinding technology and in lapping and polishing technology.
Grading of Working Plates
Lapping plates or working plates grades can be roughly separate into 4 categories:
- Soft working plates,
e.g.: paper, cloth, felt, pitch, plastic, wood,
tin, aluminum alloy, copper, etc. - Hard-working plates,
e.g.: cast iron, mild steel, soft ceramic,
140-220 HB - Hardened working plates, e.g.: hardened cast iron, hardened steel, hard
ceramic etc., up to 500 HB - Multi-metal plates, e.g.: a combination of 2-3 different metals or
sintered metal powder (see also Figure 34).
A lap plate hardness value between 140 and 220 HB has been found to give optimum results. The rotating lapping plates with these hardness values can be continually corrected by means of conditioning rings in single-plate lapping machines, allowing high precision of the lapped workpiece, flatness, parallelism, stock removal, and surface finish criteria required. The lapping process always requires a medium, which is manufactured with additives. Oil-based mediums generally refer to as lapping oils or oil-soluble lapping fluids. Carriers based on water or a similar fluid are called water-based lapping fluids (lapping agents). The term “lapping agent” generally refers to a ready-to-use agent (product), i.e. fluid and grit (abrasive grain size) during the lapping process.

Fig. 10: Lapping agents and lapping tools
A common rule of thumb…
Diamond or boron carbide is needed for extremely hard materials such as sapphire, carbides, and some ceramics. Silicon carbide can be lapped on medium-hard materials such as softer metals and some aluminas. Because of its softer cut and lower quality, aluminum oxide is commonly used in the glass and silicon industries. It is important to remember that the abrasive charges the surfaces of your lap plates. It is almost certainly easier to make the plates smoother than the substance being lapped, while the abrasive can be as hard as, if not harder than, the work bits.